

You’ll hear this every once in a while: “Oh yeah, we tried that 20 years ago. There are no new ideas anymore.”
Those are the glass-half-empty people talking, who probably aren’t searching for ways to make more power. For the more optimistic enthusiasts who read this magazine, the industry continues to evolve with new products and new ideas that are just plain innovative.
One of those ideas is what Total Seal calls its lateral-gas-port top rings. Horsepower enthusiasts should already be well acquainted with vertical-gas-port pistons. These are typically a series of 0.043-inch holes drilled from the top of the piston extending through the piston crown and exiting into the backside of the top ring groove.
The idea is to use cylinder pressure to force the ring outward, improving ring-seal between the ring face and the cylinder wall. This is a time-honored drag race engine approach, not generally used in endurance or street engines because these small gas-pressure holes can quickly become clogged with carbon, which reduces their effectiveness.

Vertical-gas-ported pistons have been around for decades. The idea is simple and effective. Using a series of vertical 0.043-inch holes drilled to direct cylinder pressure behind the top ring pushes the top ring out and improves the seal. This is a JE piston which offers either vertical or lateral gas porting as an option.
Making a Hard Right
A 90-degree spin-off of this idea is what is called lateral gas ports. This idea has been offered for several years on a custom-order basis by drilling a similar-sized hole laterally just above the top ring land. These lateral gas ports is not quite as effective as the vertical versions, but they still improve ring seal in the same manner as vertical gas ports.
Total Seal took this lateral gas port idea and applied it to a top piston ring by adding 15 slots that are usually 0.042-inch in diameter and 0.007-inch in depth. These slots represent slightly less area than a typical vertical 0.043-inch gas port, but also do not require custom piston machining. Currently, Total Seal offers these lateral-gas-port rings in both AP and Tool Steel configurations, and the concept can be applied to any ring that is at least 0.6mm (0.023-inch) in thickness.

Most aftermarket piston manufacturers offer almost any piston (except those with a very tight top ring to the top of the piston) with an option to drill the top ring land with a lateral gas-port, which is usually around 0.060-inch. This could be accomplished on a used piston, but it makes more sense to add a new set of Total Seal lateral gas port top rings instead.
Before we get into some of the factors affecting how this lateral-gas-port concept works, let’s start with some ring basics. With any top compression ring, there are only three potential leak paths. The most obvious is the ring gap — the area between the ends of the ring. The second is past the face of the ring where it contacts the bore, and the third is between the ring and the piston groove.
In the early days of internal combustion engines, ring designers used high outward — or radial — tension to load the ring onto the cylinder wall. Engine designers later discovered that allowing cylinder pressure to push the ring outward radically improved ring-seal. This allowed piston ring designers to create thinner rings with less radial tension (and the associated friction) but better ring-seal.

This JE Pistons illustration reveals how cylinder pressure is directed behind the top ring to load the ring, improving ring-seal at the interface between the ring and the cylinder wall.
The future of ring development is now a combination of increasingly thinner rings, which create less friction during engine operation. They do a superior job of sealing cylinder pressure by more easily conforming to a bore that is often not round, nor always perfectly cylindrical.
By enhancing the movement of cylinder pressure to push the ring outward, a lateral-gas-port top piston ring has the potential to improve performance, and at the same time, reduce blow-by in the crankcase. A reduction in blow-by can also offer advantages in power by reducing windage in the crankcase.
Selecting A Top Ring
Let’s say we want to add a set of lateral-gas-ported top rings to a 4.125-inch-bore 427ci LS engine with a 1.2mm / 1.2mm, 3.0mm ring package. The Total Seal gas-ported piston ring set would include an AP steel top ring, a ductile-iron Napier second ring with a conventional 3.0mm oil ring. The lateral-gas-port top ring package in a file-fit would be part number CS4709GP and specify you want that ring in a 0.005-inch oversize. Just about any Total Seal ring package can be purchased with a lateral-gas-port top ring
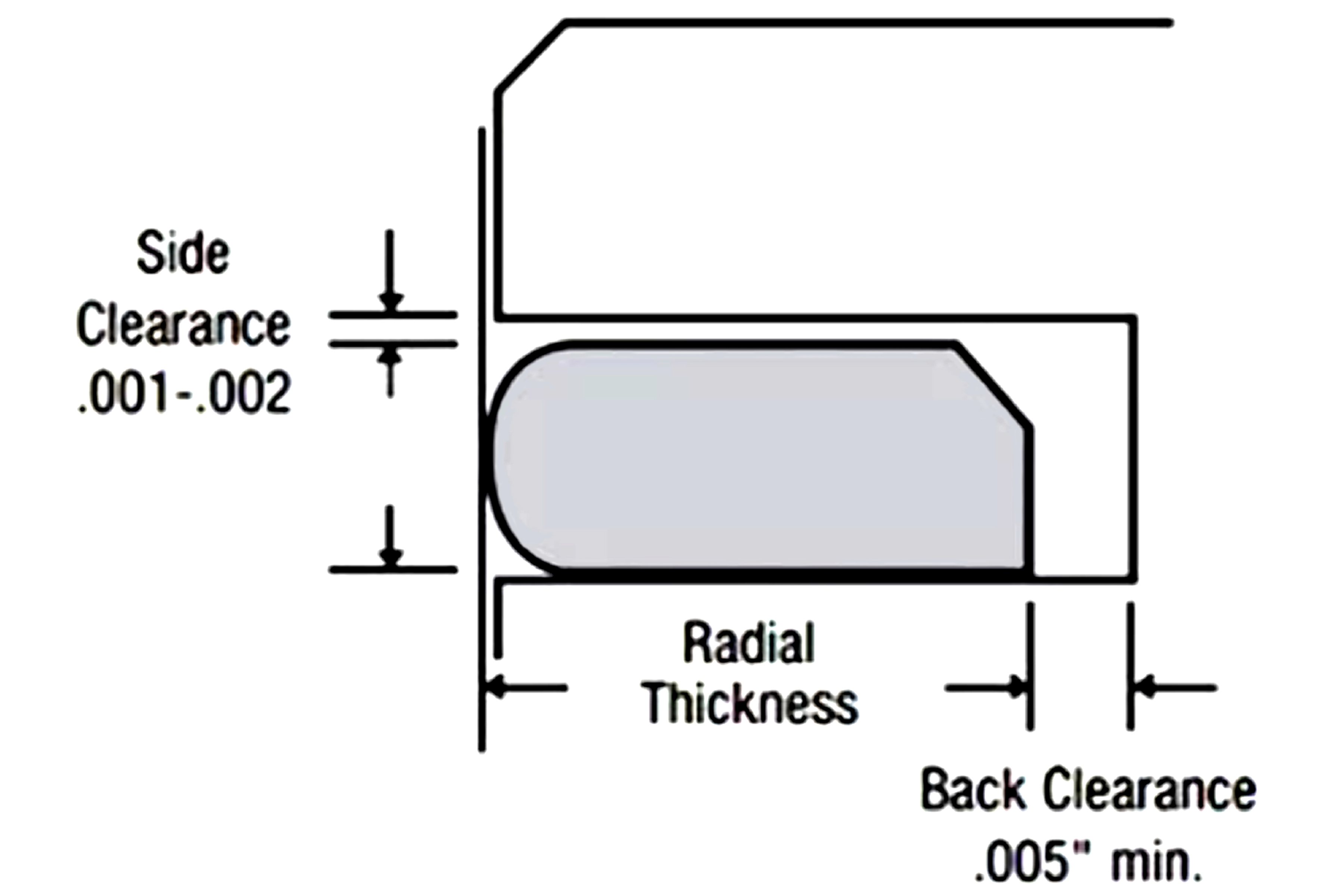
Improving ring-seal means paying attention to specific ring clearance specs like side clearance which is the distance from the top of the ring to the top of the ring groove. The ability to maintain a tighter clearance (under 0.001-inch) here can improve performance — especially with thin rings like a 1.0 or even 0.8-mm top ring.
What’s Good For The Goose…
While drag race engines can obviously benefit (since they are the ones running gas-ported pistons), you might be wondering if this lateral-gas-port idea can be applied to other applications such as street or other long-duration-use engines. The idea for the lateral gas port ring came from an endurance engine application, where the engines would be tasked with high-output for literally 100 hours, or more, of operating time.
The potential use for these rings is not limited to a single-purpose race engine. This lateral gas port concept has been shown to improve ring seal over extended periods of run time on endurance engines as well, which means it could easily be used in a street application.
The idea is that lateral gas ports are not subjected to the same limitations that vertical gas ports suffer from, in terms of carbon buildup. Because the ring rotates within the piston ring groove, only a small amount of carbon would be expected to accumulate in the lateral gas ports. Plus, with the use of high-quality engine oil and the proper additive package that includes detergents, the likelihood of these lateral gas ports remaining clean and functional are very good.
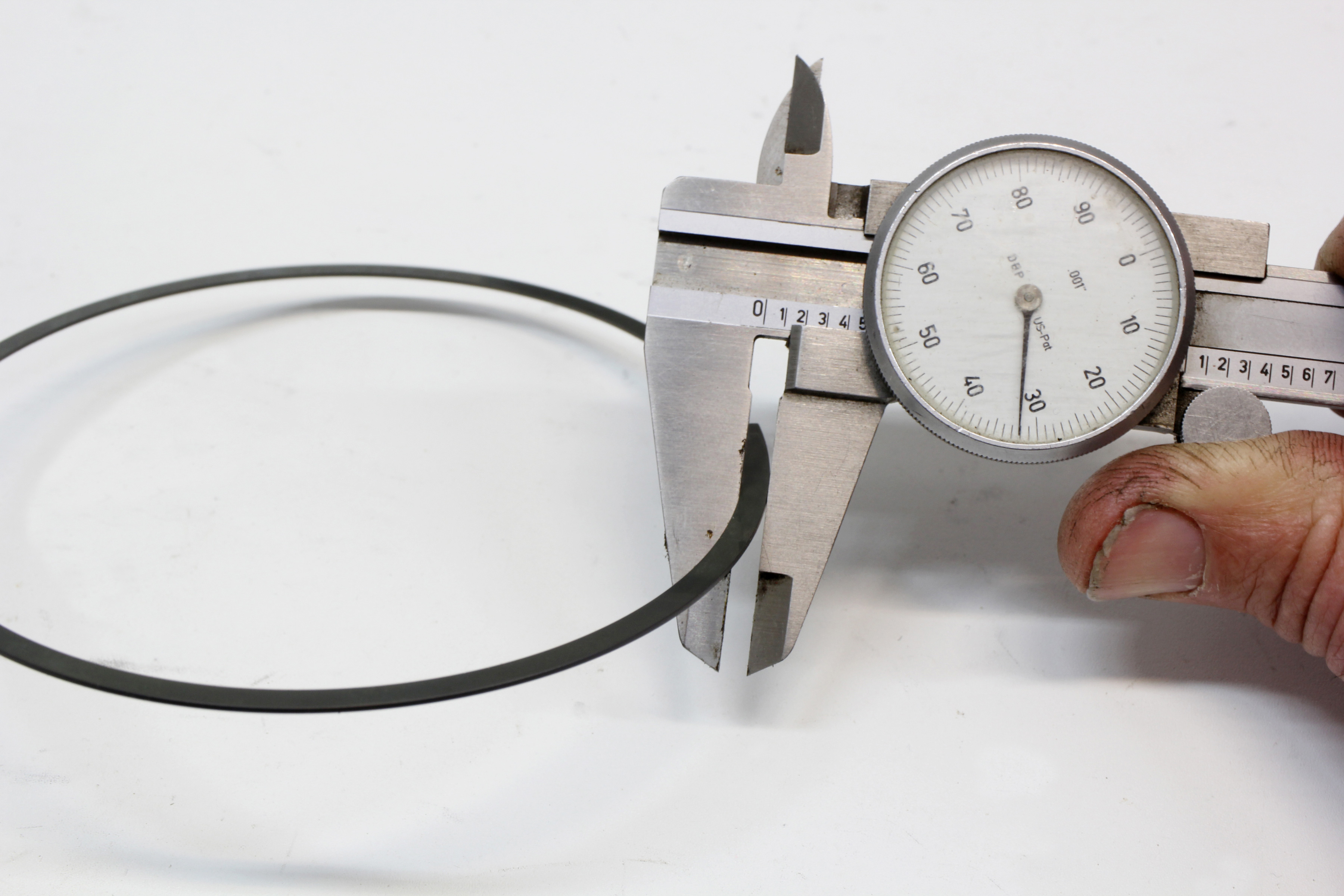
A thinner axial-width ring (looking at it from the side) is excellent at reducing internal friction. Part of that equation is a thinner radial-width (viewing the ring from the top). New-generation rings offer a thinner radial-width (for the bore size) compared to traditional 1/16- or 5/64-inch rings. Note this Total Seal 0.8mm ring measures 0.132-inch in radial-width compared to a 1/16-inch ring piston that would measure much wider at 0.182-inch for the same bore size.
Part of any ring’s performance improvement potential is tied to critical blueprinting specs concerning areas like backside ring clearance. During the combustion cycle when pressure is building in the cylinder, it will take some amount of time for pressure to build in the area above the top ring and eventually pressurize the back portion of the ring. If the area behind the ring is larger than necessary, it will take longer for the pressure to equalize behind the ring to force it outward. While this timeframe is likely fractions of a second, it all accounts for improving cylinder sealing.
The radial-width of the ring (as if you were looking straight down on the ring from the top) used to be standardized by what is called the “D wall” thickness. An older SAE standard specified this with the equation, “bore size divided by 22.” In the case of a 1/16-inch (0.0625-inch) ring for a 4.00-inch bore, this would put the radial ring-width at 0.182-inch. Today’s thinner 1.5mm (0.0585-inch) and thinner rings do not use this spec, and you will see these dimensions become equally thinner.

In this case, we are replacing the top two 1/16-inch rings with a much thinner 0.8mm Total Seal top and second ring while retaining the original 3/16-inch oil ring. The top two rings will require a vertical spacer along with a back-clearance spacer, which is the coiled wire that looks like a Slinky toy. This wire is 0.025-inch thick. To reduce the backspacing, this piston will require three individual wraps of this spacer to be inserted behind the top ring.
A thinner radial-width makes the ring much more compliant and able to conform to the cylinder wall much more easily. This thinner radial-width also makes the ring lighter, which will improve its sealing performance at high-RPM. The thinner radial-width will also change the back-clearance and it may be necessary to add shims behind the ring to maintain the proper back-clearance. Total Seal makes a shim package for specific ring-widths to blueprint rings to a specific piston.
More Pressure Doesn’t Mean More Wear
Late-model engines and aftermarket blocks are now created with much harder block materials than older blocks. Still, we asked Total Seal’s Lake Speed, Jr. about concerns some enthusiasts have about using thinner rings with lateral gas ports in terms of additional wear on the cylinder walls from this added pressure behind the rings.
Speed said this is exactly why high-quality engine oil should be used to help lubricate the cylinder walls. With a proper additive package, quality motor oil will prevent any additional wear offered by the rings pressing harder into the cylinder walls.

Let’s say that you’ve decided to try a thinner 0.9mm ring set with your existing pistons. This will require a spacer to take up the vertical clearance. Total Seal offers these spacers with lateral gas ports as another way to improve ring seal.
A proper honing application will create sufficient “valleys” or microscopic crevices (Rvk numbers, in honing-speak) that will provide a place for the oil to reside to help lubricate the rings. A performance oil (as opposed to something off-the-shelf with an API donut), will supply the proper blend of ZDDP and moly, which are the best anti-wear additives for this application.
Some enthusiasts may be concerned with older 1960s-vintage blocks and the excessive wear those blocks have exhibited in the past. Much of that wear was created near the top of the cylinder, where older lubricants were unable to provide the proper protection.
Because semi- and full-synthetic oils can now offer so much more protection, wear is not as great of a concern. The simple fact of the matter is this: OEM’s are using thinner rings, making more power per cubic inch and offering longer engine warranties. The evidence just doesn’t support the fears.

These lateral-gas-port rings are also suitable for supercharged, turbocharged or even nitrous engines that could benefit from improved ring seal. For these applications, a stronger steel top ring is essential to withstand the elevated cylinder temperatures.
The setup necessary for these new style rings may appear to add a significant amount of effort to what used to be the simple step of fitting rings to a piston. If you are building hundreds of engines in a production setting, then likely you won’t want to expend this effort.
But if you just spent hundreds of dollars at your local machine shop for a plateau-hone procedure in conjunction with the latest piston technology, it makes sense to follow through and spend a little more time and attention to detail on the rings. You might find that a set of lateral-gas-port rings might make a measurable difference in ring seal. It isn’t magic, but it does make sense.













