
 Lunati’s origins read like many of the successful, long-standing companies in the hot rodding world: Joe Lunati was a drag racer that built his own engines and tested camshafts in his NHRA A/Modified Sports car, and even ground a few of his own. That cam grinding/testing experience led him to open his own cam business, and in 1968 Lunati Cams opened its doors. From day one he worked with racers to help them win. Familiar story, huh?
Lunati’s origins read like many of the successful, long-standing companies in the hot rodding world: Joe Lunati was a drag racer that built his own engines and tested camshafts in his NHRA A/Modified Sports car, and even ground a few of his own. That cam grinding/testing experience led him to open his own cam business, and in 1968 Lunati Cams opened its doors. From day one he worked with racers to help them win. Familiar story, huh? 
By the mid-‘90s, the company was building crankshafts as well, became Lunati Cams & Cranks, and today is an even bigger, more profitable company with much greater marketing and manufacturing capabilities. But Joe’s philosophy of building great parts while working with racers is still intact.
This story focuses on Lunati’s crankshafts, which come in two different types: the Voodoo line and the Signature Series. Both lines are non-twist forgings made from 4340 steel, and are nitride heat-treated with micro-polished journals and lightening holes. Both are very strong. When it comes to a performance engine, you want the strongest crankshaft you can afford since it is perhaps the most stressed part of the engine.
Think about it: we spend a lot of money on parts that get air in and out of an engine, like cylinder heads, valvetrain components, and induction systems, in order to make power. But that power has to be transferred from the combustion chamber to the driveline, and that’s the job of the crankshaft. You can’t see it in operation, but it’s an incredibly vital component in the engine—when a crankshaft breaks, oftentimes you have to just throw the rest of the short-block away.
What makes one crankshaft different than another one? There are various materials used, machining steps, options, and quality, and they all have an effect on crankshaft performance and durability. Let’s take a look at Lunati’s offerings.
Cast-Iron Versus Forged
Disregarding very expensive billet cranks, the two different building blocks of a bare crankshaft are a casting or a forging. In a casting, a mold is made and molten metal is poured into it to create the raw casting. This method is economical, the tooling lasts a long time, and the raw casting comes out of the mold very close to the required final shape, minimizing the final machining requirements.
All of these attributes make cast cranks inexpensive and they are most often used in OEM and mild performance applications. Lunati does not offer any cast cranks, since they are considered commodity parts and are not something they choose to focus on. A forged crank starts with an entirely different process of metal forming. In forging, a hot piece of rolled steel is placed between heavy dies having the pattern of a crankshaft.
Under extreme pressure from the forging press, the metal is squeezed into the crank’s basic shape. The force involved in forging helps to align the internal grain structure of the material. This creates a much stronger crankshaft than the cast type, but it does add expense.

This is Lunati’s Signature Series Blower crankshaft for the Gen III/IV LS engine. It has a 4.500-inch stroke, 2.559 main journals, 2.100 rod journals, and accepts LS rods up to 6.300 inches long. It also comes with a 58-tooth reluctor wheel. The crank is part number 80845001 and the jobber price is $2,056.71 as we write this.
Twisted Versus Non-Twist Forgings
You’ll often hear crankshaft design as being either a twist or non-twist forging. This refers to how the crank is forged, obviously, but it’s important to consider since it affects durability.
In the words of Lunati’s David Chamberlain, “A twist forging has rod pins forged in a single plane, and then after the crank is forged, specific main journals are heated and are twisted relative to the crankshaft to place the pins at the angle required. A non-twist forges the entire crank in two planes as it will be in finished form right from the start. All the rod pins are at the angles they need to be immediately.”
The main differences come down to strength and die wear. Forging a crank in the non-twist process, made possible by improvements in forging manufacturing, actually increases die wear so the machines have to be more frequently maintained, but the increases in strength from a non-twist forging are indisputable. As Chamberlain said, “The records stand for themselves. Today almost no performance company makes a twist forging because of the fear of failure.” Not coincidentally, all of Lunati crankshafts are of the non-twist forging style.
Voodoo Versus Signature Series
It is incorrect to label Lunati’s Voodoo line of cranks “entry level” since they’re high-quality pieces that are very strong and precise, but compared to the Signature Series cranks, they have fewer machining operations. Still, for an engine builder on a more modest budget, they are an excellent choice for all but the highest-powered engines. As mentioned above, a Voodoo crank is engineered from a 4340 non-twist forging and all Voodoo Cranks are nitride heat-treated with micro-polished journals to add even further durability. Lightening holes in the rod journals reduce crankshaft inertia weight for faster rotation.


Shown here are two crankshafts from Lunati’s Voodoo line (left), compared to a single crank from the Signature Series lineup (right). Both are high-quality forgings, with the Signature cranks having a few more features such as gun drilled mains for less overall crankshaft weight, and contoured counterweights for less windage.

Tech Terms
Not surprisingly, gun drilling gets its name from the way the barrel of a gun is drilled. The gun drill tool differs from a standard drill bit by its unique head geometry, in order to drill a deep, perfectly straight hole.
Why is that important on a crankshaft? Per Chamberlain, “Gun drilling is mainly used to reduce the total mass of the crankshaft. This doesn’t do anything for the rotating inertia of the engine considering the weight is being removed from the center of rotation of the crankshaft, but it reduces the overall weight of the engine and thus the weight of vehicle and we all know that a lighter car is a faster car.”
Lightened and Profiled
To explain rod journal profiling, think about flywheels. A heavy flywheel carries more stored energy than a light flywheel at the same RPM. This energy makes a heavy and/or underpowered car launch harder, but it consumes power trying to rev it up to speed.
A lighter flywheel (typically used in a high-powered, light car) may not contain the same energy, but it allows the engine to accelerate much quicker. The crankshaft has the same basic effect.
Chamberlain explained, “Profiling and lightening the rod journals is an entirely different story than gun drilling. When we remove mass from the crankshaft that is away from the center of rotation, we are reducing the crankshaft’s moment of inertia. When the moment of inertia of a rotational object is increased, it requires more torque to increase the rotational speed of the object.
In layman’s terms, a higher moment of inertia steals torque from your power strokes just to turn over the crankshaft itself. All this shows us that as we pull mass from the pin area on a crankshaft, we reduce the torque required to increase the speed of the crankshaft and more power is put to the ground rather than consumed to spin heavy parts.”
The Signature Series cranks have all the features of the Voodoo cranks, adding to the mix gun-drilled mains and contoured-wing counterweights that reduce windage in the crankcase. Each Signature Series crankshaft is Pulsed Plasma Nitride heat-treated for increased strength and durability.
Best Under Pressure
Within the Signature Series are the Signature Blower crankshafts. These are designed for engines running a supercharger, which are notorious for putting enormous loads on the crankshaft snout, through the pulley that spins the blower. In this application, weaker cranks are known to snap the snout off the crankshaft. This damper-related issue on blower engines is one of the most common problems Lunati has seen in crankshafts, which is why they created the line of blower cranks specifically designed to handle these scenarios.
Chamberlain said, “We already place a deep drill on the snout of our Signature series cranks, but on our Blower series cranks we increase the thread of the bolt to give the customer the ability to use a larger bolt and increase the torque applied to the bolt to hold the damper more solidly. Moreover, we add an extra keyway opposite of the standard keyway on the snout to positively lock the damper into place. This makes for a bulletproof blower combination that’s great for any type of racing.”
Finally, the number one rod journal is left undrilled to increase strength near the nose of the crankshaft. Which crank is the best choice for your engine?
Chamberlain said, “We advise our customers to step up to Signature crankshafts for multiple reasons. One would be for power adder applications. Our Signature cranks are specifically designed to handle to high stresses of power adders like nitrous, blowers, or turbos. We generally also advise our customers to step up to Signature cranks in extreme marine conditions as well. This is really prevalent in the big-block Chevy market where many Signature Series Lunati crankshafts have powered fast boats.”
How A Lunati Crankshaft Is Manufactured
All Lunati crankshafts begin life as a 4340 steel non-twist forging that comes from one of several foundries that Lunati uses (it’s prohibitively expensive for most companies to have their own foundry) that then undergoes a bunch of machining operations.
Building a Lunati crankshaft is a long, involved process that requires multiple machines and a good deal of expertise. It is painstaking work that requires dozens of precise measurements that must constantly be checked and re-checked, then checked again during the process, as you’ll see here.
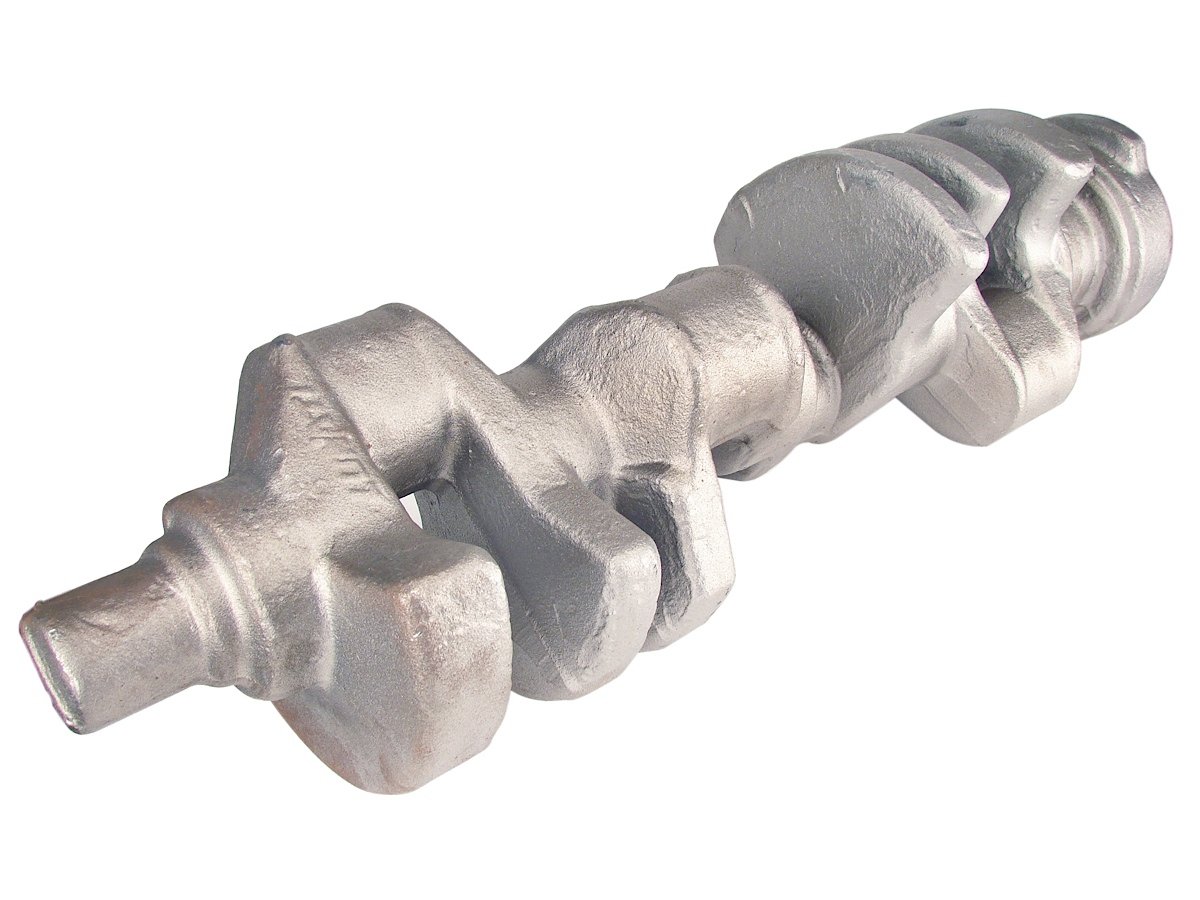
This is a raw forging as Lunati gets it from the foundry.
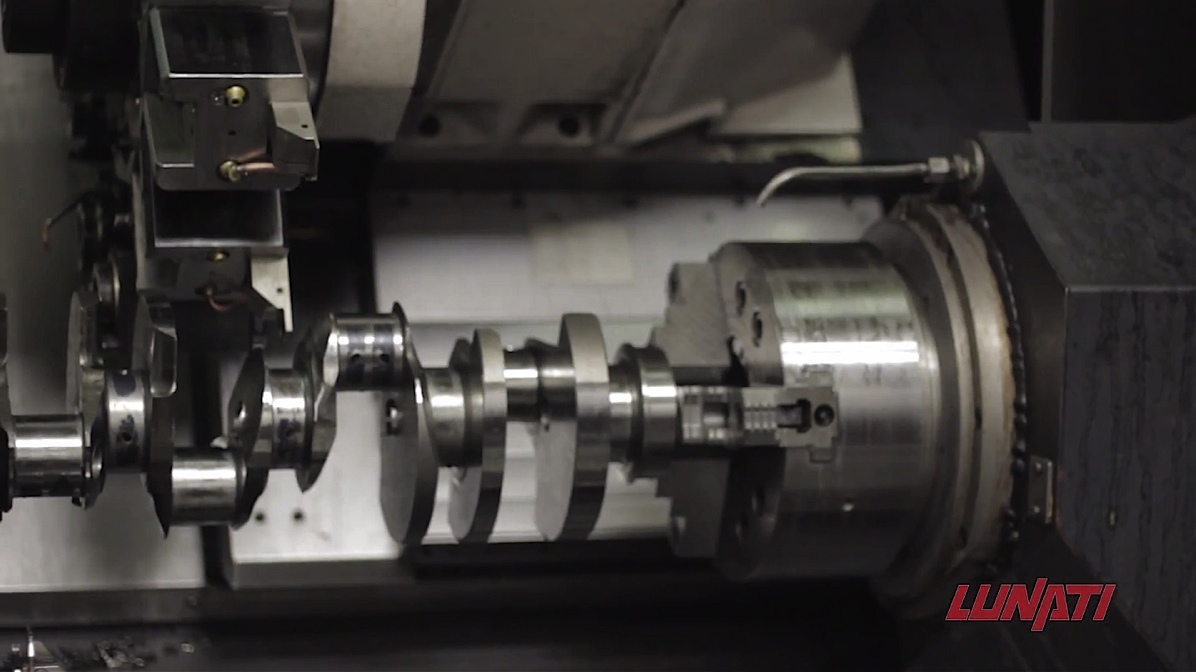
Once the forging has been set up for machining, it is put into a CNC mill turn lathe or GFM machine. Here, the oil holes are drilled, main and rod journals are roughed, and the counterweights are roughed in.
One of the first machining operations is to cut the contoured wing on the counterweights to reduce weight and windage.


Then the crank goes into a lathe and the snout is drilled and tapped to accept the balancer bolt. The thread ends up in the center of the first main, which puts the thread load where the increased material helps decrease the stress on the snout.
Next, it’s moved to a larger lathe for gun drilling with a special bit, which helps remove excess weight.

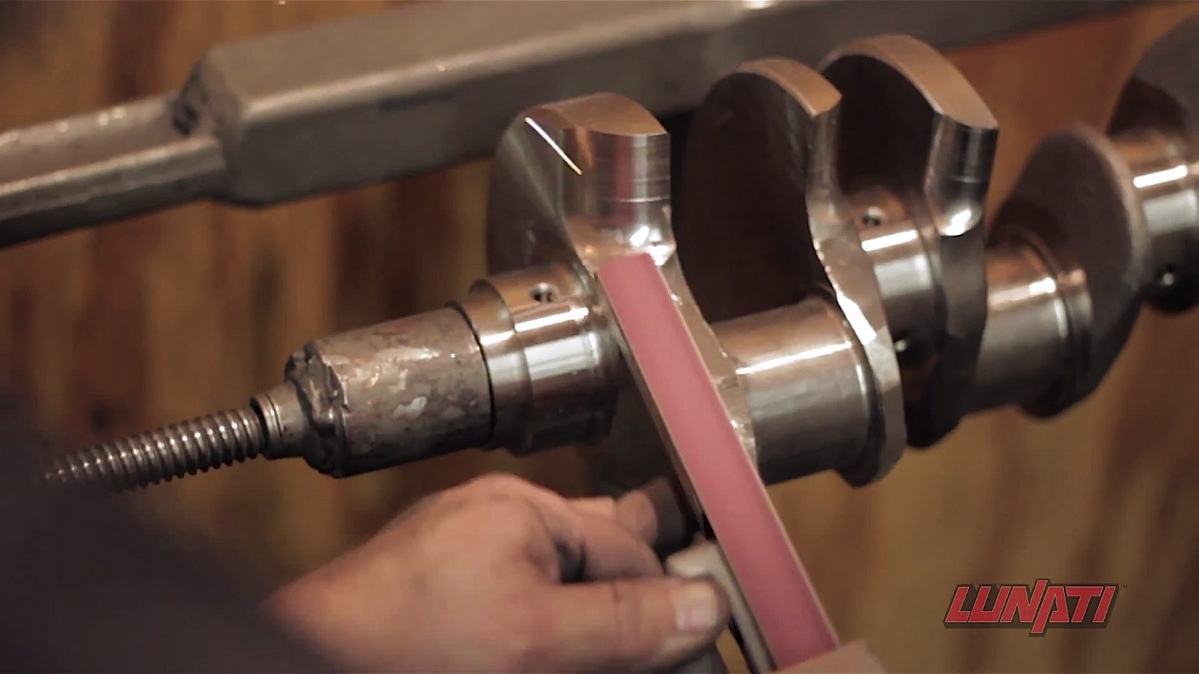
Every Lunati Signature Series crank is detailed by hand. Air-powered sanders are used to smooth out each of the un-machined rough edges left from the forging process.
During this same step, the contoured wing is blended with the rest of the crank to create smoother transitions that further reduce windage.


Then it goes into a crankshaft grinder for the real precision operations. The snout is precisely centered in the machine for a solid reference point from which the rest of the crank grinding is driven. This is a very important step in the machining process.
Once it’s aligned in the machine, the operator zeroes the machine for accurate linear location, then the crank’s snout and seal surfaces are ground.

After that, the grinder wheel is changed to one with the exact finish width of each main journal. At this stage, the crank is held by the snout and the flexplate pilot step, and again checked for zero. This step is where grinding the snout perfectly true becomes most important. Each main is ground to a tolerance of less than .0004-inch.


Rod journals are ground next. Once again, the crank is held by the snout and flexplate pilot flange to ensure perfect straightness within the machine and the machine is precisely adjusted to achieve the most accurate stroke.

After all the grinding is done, the crank goes to the QPAC polishing system where each ground surface is polished to ensure the journal surfaces carry a 5RA or less surface finish. Polishing is done before the nitride hardening process, since it’s much more difficult to polish a hardened part.
The Signature Series cranks are processed in an Eltropuls Nitrider using an advance Pulse Plasma Nitriding Process. Nitriding heats the crank in an environment where the air is completely removed prior to being replaced by nitrogen and other gases during a highly controlled heating process that increases surface hardness and lubricity.


The final step is to balance the crank. Bobweights are adjusted for each application and are mounted to the crankshaft, then it is rotated in the balancing machine to find and remove any imbalance.



The crank is then quality checked to make sure the tolerances are perfect before it leaves the shop.
It has been said that the camshaft is the brains and/or heart of an engine. In that same analogy, the crankshaft should be thought of as the engine’s backbone, since it plays a key part in transferring reciprocating motion (the up and down movement of the pistons and rods) into rotational motion to the flywheel and drivetrain. Stock, cast crankshafts can only take so much power, so at rebuild time (or if you plan to step up the power in a big way), some thought needs to go into crankshaft choice. As we’ve shown, Lunati has high-quality forged crankshafts for nearly any engine combination.














{kind=link}