

Recently, the innovative team at Accessible Technologies Inc. (ATI), the entity behind the ProCharger supercharger brand, opened their doors to the powerTV team, allowing us a virtual all-access look inside the design, manufacturing, and assembly processes that go into their self-contained superchargers and supercharger systems. Home to a number of industry firsts and the holders of a number of patents, the ProCharger team has taken design to a new level, and the chance to see what goes on behind closed doors at their Kansas facility was something we were eager to witness.

Click for a larger version.
Upon our arrival and introduction to the ProCharger staff, one thing was certain: these aren’t just businessmen, engineers, and machine operators, but car enthusiasts through and through. If the employees didn’t have a ProCharger on their daily driver in the parking lot, they had one on something at home, and they were darn proud of what they do.
Founded in 1993, ProCharger has established a number of notable achievements in the industry over the course of nearly two decades. Among these milestones include the first to deliver a two-second improvement in elapsed time with a bolt-on product in 1994 with an intercooled system on a stock 1993 5.0 Mustang Cobra, the first to receive an emissions exemption for an application running over 8 psi in 1995 with a 14 psi system for the 5.0 Mustang, and the first to offer complete intercooled supercharger systems for marine applications. In 2000, the company launched the fabled F-series line of superchargers, introducing several patented design elements that continue to dominate the track and the street today.
The F-series launch propelled the brand to several lofty achievements in the sports of drag racing, as Doug Mangrum put the first centrifugally-supercharged doorslammer in the sixes in 2001, followed in 2007 by sportsman ace Bo Butners’ Competition Eliminator championship in the NHRA – a sanctioning body where centrifugal superchargers were once outlawed.
ProCharger is often first-to-market with products for new market segments, including those for Harley Davidson motorcycles, LS-powered Corvettes, late model HEMI applications, Ford Raptor pickups, 3.7L V-6 Mustangs, and countless others.
With the introduction made, join us as we tour the facility, home to both ProCharger and the new Innovair industrial supercharging brand, where all of the magic happens.
Production
We rolled out the industry’s first integrated and intercooled supercharger system for the aftermarket about 18 years ago and a lot of people criticized us, saying intercooling was for turbos

“We rolled out the industry’s first integrated and intercooled supercharger system for the aftermarket about 18 years ago and a lot of people criticized us, saying intercooling was for turbos,” said ProCharger CEO Ken Jones. “We were literally a lone voice at the time, but now virtually every supercharger is intercooled.”
ProCharger develops and machines all of their impellers in-house, all of which are made from billet aluminum. According to Jones, not only does the billet machining yield a stronger piece, but this manufacturing approach allows ProCharger to easily make minute adjustments to their designs to create a broader product line.

Side-by-side, you can see the large difference in size between the impeller for a 3,000+ horsepower drag racing supercharger and that for a Harley-Davidson motorcycle.




Here in production, all of the aluminum components that make up ProCharger's centrifugal superchargers, including the impellers, gear drive casings, pulleys, brackets, and even the brand new RaceDrive are machined. At top left is the aluminum stock that's cut down and eventually formed into the knife-edged impellers in all of ProChargers units.
ProCharger’s knife-edged impellers begin life as a long bar of aluminum stock, and using a rather powerful saw, the rough size and shape of the impellers are cut down to size. These raw materials (like a round wafer slightly larger than the final product) are then contoured on a lathe before being placed on the 5-axis mill that forms the final product. Depending on the complexity of the impeller design, ProCharger employs three, four, and five-axis mills. The gear drive casings, pulleys, and various brackets are also machined here from aluminum.
Balancing Station

Once the impellers are final machined, each and every unit is shipped over to a balancing station, where they're checked prior to moving to inventory and later to final assembly. The impellers can be balanced either by themselves or on a shaft.
Housing Finishing

From the rough housing castings to brackets and other components, parts are placed for 20-30 minutes in this "tumbler" filled with rock-like media that polishes out the material.
The ProCharger volutes – or compressor housings – are created from a casting that’s poured from liquified aluminum in a foundry based on the ProCharger housing design. Because operating a complete foundry to perform this work in-house would be costly to a business like ProCharger, all of the housings are sourced from an outside supplier and brought in to the facility for final machining and polishing.

As these castings arrive, they’re in semi-rough form, meaning they aren’t down to the fine, smooth housing shell that you’re accustomed to seeing. In order to finish the housings, they’re placed in a tumbler filled with rock-like media that vibrates and rolls the parts through the media, essentially polishing out the rough edges to create a polished and high performing product inside and out.
Precision Assembly


A small team of experienced technicians work here in the assembly department, piecing together every single supercharger by hand. Technicians are generally assigned to certain models and build the entire unit themselves from beginning to end to maintain proper record of who assembled which serial-numbered supercharger.

The vuanted new F1-X supercharger, which was all the rage during the offseason and backed up the hype in South Georgia last month with a number of record performances.
It’s here in this conservatively sized workshop where all the magic happens, as a small team of technicians acquire the parts from build order sheets and assemble the superchargers. Each and every part of these units is assembled by hand. This is also the department where superchargers sent in for a rebuild ore upgrade will be disassembled and inspected.
Quality Assurance

Here, a new part is checked for proper machining dimensions and tolerances using a height gauge.
It’s here, in the QA department, where we witnessed one of the most intriguing elements of our tour of the ProCharger facility. In this room, newly-developed products and randomly chosen production pieces are checked for proper tolerances and dimensions on this very interesting Zeiss CMM (coordinate measuring machine), which is pre-programmed to the part being checked and probes its way around the part in a 360-degree scan. The machine then inputs the data into a computer to compare to the original design coordinates. Parts are also checked using height gauges and similar tools by a dedicated QA technician.


This state-of-the-art Zeiss Coordinate Measuring Machine is pre-programmed to the dimension values of a given part and works its way around the part, checking the tolerances for accurate machining.
In addition to the specific role of QA that this department plays, ProCharger also employs quality control measures at every step in the production process out on the floor, giving ownership of the quality to each and every member of the staff.
Fabrication

For their intercoolers, ProCharger utilizes high-density intercooler cores which achieve the desired combination of heat rejection and flow for each application. Tanks are added to form the visually-appealing, fabricated intercoolers you see on the track. The intercoolers are manufactured by a group of welders and fabricators that Jones refers to as definitive "artists."
While functionality is goal number one at ProCharger, we all know that looks are important as well, and if you want that highly professional look, then its professional and talented welders and fabricators you need. As Jones put it, “the guys in this department are truly artists.”

Depending on the product, the aluminum parts that create ProCharger’s well-crafted intercoolers will either be cut and fabricated in-house or sourced from outside, complete with the stamped “ProCharger” logo. Those pre-cut and formed parts are then assembled and expertly welded using cores and drain caps from an outside source.
Engine & Chassis Dyno

This dyno room features a number of engines that ProCharger engineers can run-in supercharger systems for testing purposes.
Although kept under wraps and off limits to photography, ProCharger performs all of their own calibration in-house using a 2,000 horsepower Superflow dynamometer, which is also used to run-in some of their larger compressors on an actual engine. Due to the construction of a brand new testing facility next door (which we’ll show you in a moment), this department sees less use today.




In addition to the engine dyno, the ATI facility also houses a complete in-house, in-ground chassis dyno to not only test, but fine tune supercharger systems on a myriad of company-owned vehicles and those sourced from customers.




What you're seeing here is a first-look at the new P-1SC-1 supercharger that's been catered to the BOSS 302 Mustang.
ProCharger also employs in-ground chassis dynos, where vehicles from a broad spectrum of vehicle categories (from muscle cars to pickups and SUV’s) are brought in to test new supercharger systems. During our visit, a new C6 Corvette, BOSS 302 Mustang, SS Camaro, Ford SVT Raptor pickup, and others were in the shop being tested or prepped for testing. When a popular new vehicle is launched, such as the 2011 Mustang, ProCharger will often purchase one vehicle for new product testing, while relying on customer vehicles to further evaluate the new supercharging systems.
The Test Lab

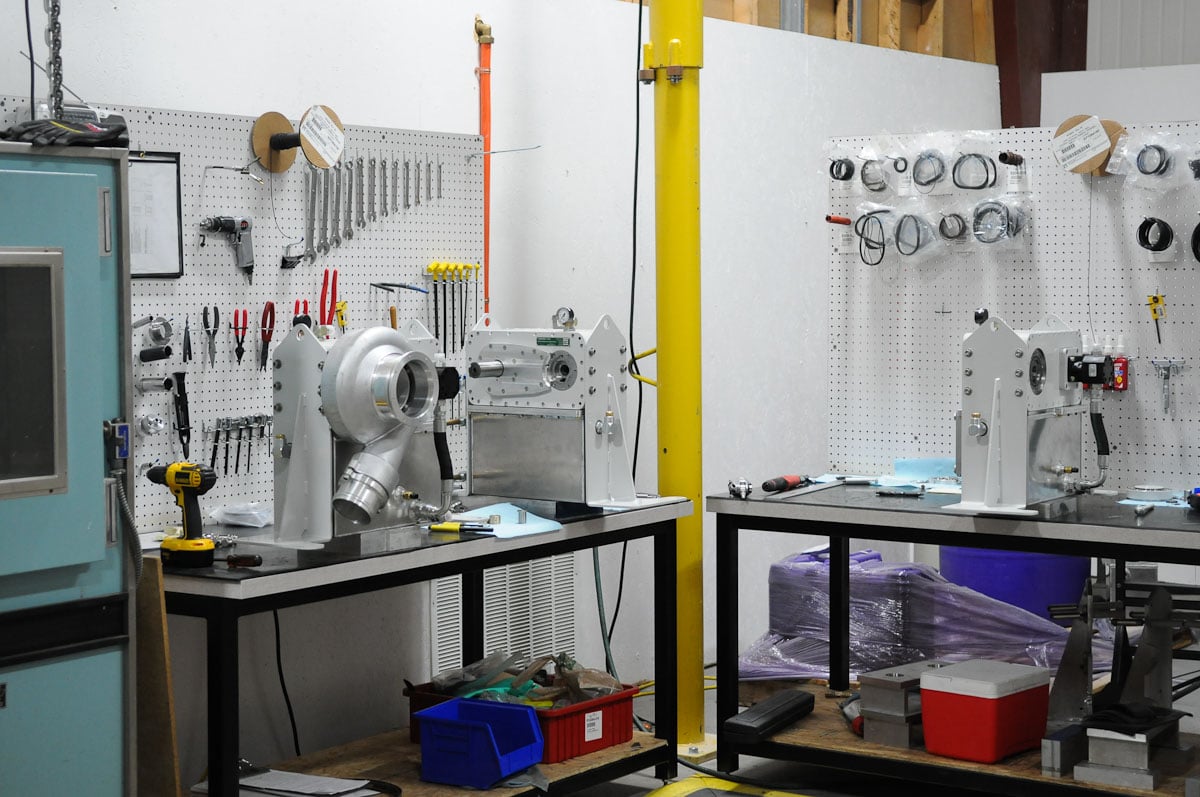
Last year, ProCharger constructed and began operating a brand new, state-of-the-art Test Lab in their newly-acquired second building, which houses three testing “cells” capable of performing two tests per cell, allowing the engineering and development team to run six different tests simultaneously without having to tear down a setup and piece together a new one. In addition to the ProCharger units, ATI also tests all of their industrial Inovair systems in these labs, as well.


Among the various tests performed on the superchargers includes aerodynamic evaluations of the compressors for efficiency utilizing a 350 horsepower electric motor. Along with this, ProCharger also carries out transmission testing for efficiency within the gear case and longevity testing of the entire assembly of the compressor and gear case.
Naturally, much of what occurs in this Test Lab is kept under wraps from the public, but what goes on here is quite interesting, to say the least.
Inovair is the new sister brand to ProCharger under the ATI umbrella, producing blower and compressor packages for industrial applications that feature bulletproof designs meant to operate around the clock under grueling conditions. The large Inovair units are assembled and tested in ATI's new facility.
Shipping


ProCharger takes their shipping department seriously, taking every step to ensure that not only are all of the components of an order there, but that everything is securely wrapped to maintain that polished, scratch-free finish you expect upon arrival.
We conclude our tour, naturally, at the point where everything we’ve seen previously is finally boxed up and sent out to the customer. This is one element of the process where ATI has taken customer feedback and implemented their thoughts and concerns to better the overall customer experience. Prior to packaging, complete orders are staged in the box, checked off, and photographed for recording purposes. Instead of messy foam peanuts, the shipping department staff uses paper fed from a packaging machine and each and every component is wrapped separately. Presentation is everything, and the packaging is the first thing the customer is going to see.
It’s always intriguing as we tour different manufacturing facilities to see how each company goes about their business, and no doubt that ProCharger carried out the process in a way unique to themselves. But if one aspect truly stands out, it’s the way in which the team here goes the extra mile to ensure customer satisfaction. Since their inception, the ProCharger team has ingested customer feedback and made the changes they felt necessary, from producing some of the baddest superchargers on the planet down to keeping orders spotless and complete when they arrive at your door.













